
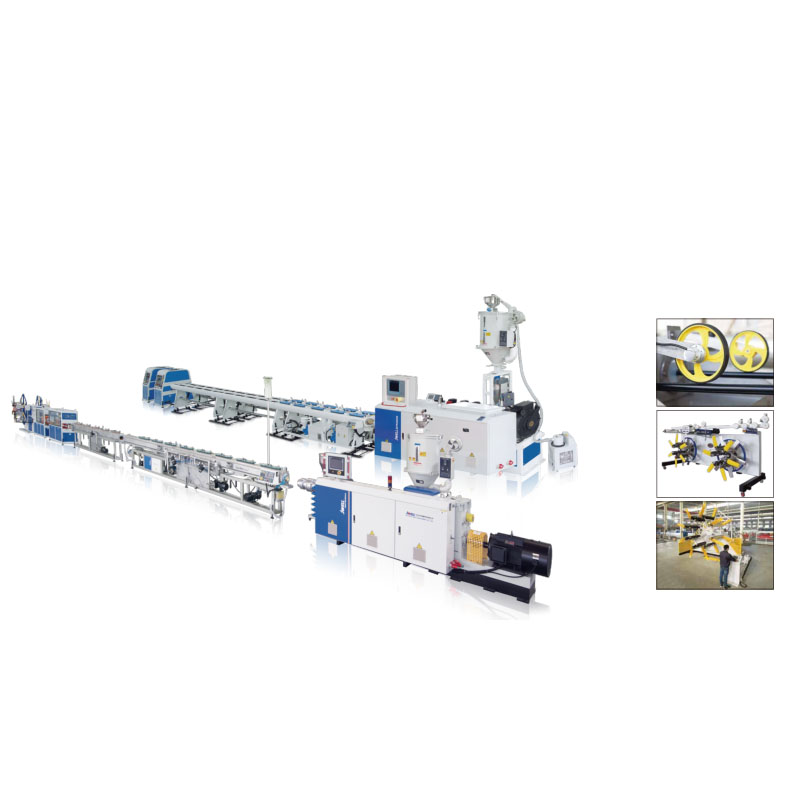
Lytse grutte HDPE/PPR/PE-RT/PA piipekstruderingsline
Haad Technyske Parameter

Prestaasjes en foardielen
Servo-kontroleare hege-snelheid dûbele-riem ôffier-ienheid, dy't hege-snelheid chipless snijder en winder stipet, oanpast oan hege-snelheid produksjeoperaasje.
Dual pipe extrusion line kin de útfier ferdûbelje en minder fabryksromte ynnimme.
HDPE-pipen binne fleksibele plestik piipen makke fan termoplastysk polyetyleen mei hege tichtheid, dy't in soad brûkt wurdt foar it ferfier fan floeistoffen en gas by lege temperatueren. De lêste tiid hawwe HDPE-pipen har wiidweidige gebrûk krigen foar it ferfier fan drinkwetter, gefaarlik ôffal, ferskate gassen, slyk, brânwetter, reinwetter, ensfh. De sterke molekulêre ferbining fan HDPE-piipmaterialen makket it mooglik om se te brûken foar hegedrukpipelines. Polyetyleenpipen hawwe in lange en ûnderskieden tsjinstskiednis foar gas, oalje, mynbou, wetter en oare yndustryen. Fanwegen it lege gewicht en de hege korrosjebestriding groeit de HDPE-piipyndustry enoarm. Yn it jier 1953 ûntdutsen Karl Ziegler en Erhard Holzkamp polyetyleen mei hege tichtheid (HDPE). HDPE-pipen kinne befredigjend wurkje yn in breed temperatuerberik fan -2200 F oant +1800 F. It gebrûk fan HDPE-pipen wurdt lykwols net oanrikkemandearre as de floeistoftemperatuer 1220 F (500 C) oerskriuwt.
HDPE-pipen wurde makke troch de polymerisaasje fan etyleen, in byprodukt fan oalje. Ferskate tafoegings (stabilisatoren, fillers, weekmakers, weakmakkers, smeermiddels, kleurstoffen, flamfertragers, blâsmiddels, crosslinkers, ultraviolet-ôfbrekbere tafoegings, ensfh.) wurde tafoege om de definitive HDPE-piip en komponinten te produsearjen. HDPE-piiplengten wurde makke troch de HDPE-hars te ferwaarmjen. It wurdt dan troch in matrijs ekstrudearre, dy't de diameter fan 'e piiplieding bepaalt. De dikte fan 'e piipwand wurdt bepaald troch in kombinaasje fan 'e matrijsgrutte, de snelheid fan 'e skroef en de snelheid fan 'e trekker. Gewoanlik wurdt 3-5% koalstofswart tafoege oan HDPE om it UV-bestindich te meitsjen, wêrtroch HDPE-pipen swart fan kleur wurde. Oare kleurfarianten binne beskikber, mar wurde meastal net faak brûkt. Kleurde of gestreepte HDPE-pipen binne meastal 90-95% swart materiaal, wêrby't in kleurde stripe op 5% fan it bûtenste oerflak oanwêzich is.





